

برش لیزری چیست؟ – نحوه کار، انواع و کاربردها
برش لیزری [به انگلیسی: Laser Cutting] یک روش ساخت و تولید مدرن است که از جریان متمرکز شدید نور منسجم به نام لیزر برای برش مواد استفاده میکند. این یک فرآیند کاهشی است که در آن ماده به طور مداوم در طول فرآیند برش حذف میشود. این کار با تبخیر، ذوب، فرسایش شیمیایی یا انتشار کنترلشده ترک انجام میشود.
اپتیک لیزر به صورت دیجیتالی توسط دستگاه CNC (کنترل عددی کامپیوتری) کنترل میشود و این فرآیند را برای سوراخکاری به کوچکی ۵ میکرون مناسب میسازد. علاوه بر این، این فرآیند تنشهای پسماند در ماده ایجاد نمیکند و امکان برش مواد ظریف و شکننده را فراهم میکند.
برش لیزری فرآیندی برای برش پروفیلها روی مواد است. این یک فناوری بسیار مؤثر است که نه تنها برای اهداف صنعتی استفاده میشود، بلکه برای توسعهدهندگان نمونه اولیه و هنرمندان تجاری نیز مورد استفاده قرار میگیرد. به طور کلی، لیزر ابزاری با منبع انرژی با چگالی توان بالا، تیز و متمرکز است. به دلیل سبک بودن، میتوان آن را توسط کابلهای فیبر نوری، لنزها و آینهها به قطعه کار منتقل کرد. هیچ وزنی ندارد و هیچ فشاری بر روی قطعه کار وارد نمیکند. برش لیزری یک فرآیند غیر تماسی است. بنابراین، نیازی به بستن محکم قطعه کار نیست.
کار میتواند به نازکی ۱۰ میکرون یا به ضخامت ۲۵ میلیمتر یا بیشتر باشد. همچنین، به دلیل خواص منحصر به فردش، میتواند کارها را از نزدیک (1 میلیمتر) یا از فاصله (300 میلیمتر) پردازش کند. با وزن صفر و اینرسی صفر، میتوان آن را به سرعت و فقط با منحرف کردن آینهها در موقعیت مناسب قرار داد یا جابجا کرد، بنابراین در کاهش زمان چرخه مفید است. برش لیزری یک فناوری شگفتانگیز است که منجر به راندمان بالاتر و هزینه کمتر میشود.
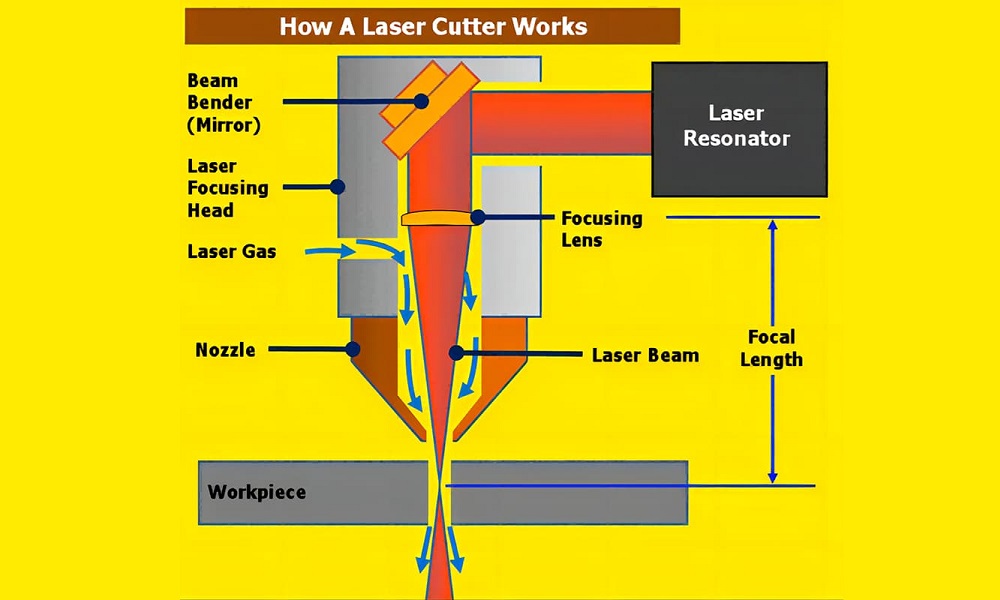
برش لیزری چگونه کار میکند؟
دستگاه برش لیزری مشابه دستگاه CNC کار میکند، اما از لیزر پرقدرت استفاده میکند. لیزر ماده یا پرتو را از طریق CNC و تجهیزات نوری هدایت میکند. دستگاه از G-code ارائه شده برای برش مواد و کنترل حرکت استفاده میکند.
پس از متمرکز شدن پرتو لیزر، مواد ذوب، تبخیر و سوزانده میشوند. علاوه بر این، هنگامی که ماده را با جت گاز میدمید، میتوانید یک سطح لبه با کیفیت بالا به دست آورید. تولید پرتو لیزر در یک ظرف بسته انجام میشود، جایی که یک لامپ یا تخلیه الکتریکی ماده لومینسانس را تحریک میکند.
تقویت ماده لومینسانس پس از بازتاب داخلی از طریق یک آینه جزئی رخ میدهد. این پدیده تا زمانی که انرژی کافی در یک جریان نور تک رنگ منسجم جمع شود تا اجازه خروج آن را بدهد، ادامه مییابد. شدت نور پس از متمرکز شدن روی محل کار با استفاده از فیبر یا آینه افزایش مییابد.
قطر پرتو لیزر در نازکترین لبه کمتر از 0.32 میلیمتر است. برعکس، عرض برش میتواند به طور بالقوه به کوچکی 0.10 میلیمتر باشد. با این حال، این به ضخامت ماده بستگی دارد. اگر ماده با برش لیزری بدون شروع از لبه ماده برش داده شود، از فرآیند سوراخکاری استفاده میشود.
انواع برش لیزری
برای برش، سه نوع اصلی لیزر وجود دارد. آنها CO2، Nd-YAG (نئودیمیوم ایتریوم آلومینیوم گارنت) و لیزرهای فیبری هستند که در ماده پایه مورد استفاده برای تولید پرتو لیزر متفاوت هستند.
لیزر دی اکسید کربن
این نوع لیزر دارای یک محیط تخلیه گازی پر از 10-20٪ دی اکسید کربن، 10-20٪ نیتروژن، مقادیر کمی هیدروژن و زنون و هلیوم است. پمپاژ لیزر نه توسط نور، بلکه توسط جریان تخلیه انجام میشود. با عبور تخلیه از محیط روشنایی، مولکولهای نیتروژن به سطح انرژی بالاتری تحریک میشوند. برخلاف آنچه قبلاً توضیح داده شد، این مولکولهای نیتروژن تحریک شده به دلیل انتشار فوتون انرژی از دست نمیدهند.
در عوض، انرژی حالتهای ارتعاشی خود را به مولکولهای CO2 منتقل میکند. این فرآیند تا زمانی که اکثر مولکولهای CO2 در حالت قابل انتقال قرار گیرند، ادامه مییابد. سپس مولکولهای دی اکسید کربن نور مادون قرمز را در 10.6 میکرومتر یا 9.6 میکرومتر ساطع میکنند و آنها را به سطح انرژی پایینتری میرسانند.
آینههای رزونانس برای بازتاب فوتونهای ساطع شده در این طول موجها طراحی شدهاند. آینه یک بازتابنده جزئی است که امکان آزادسازی پرتو مادون قرمز مورد استفاده برای برش مواد را فراهم میکند. پس از آزادسازی نور مادون قرمز، مولکول CO2 با انتقال انرژی باقیمانده خود به اتمهای هلیوم آلاییده شده به حالت پایه باز میگردد. سپس اتمهای هلیوم سرد بسیار داغ میشوند و توسط سیستم خنککننده لیزر خنک میشوند. لیزرهای CO2 راندمانی حدود 30 درصد دارند که بالاتر از سایر لیزرها است.
مزایا:
- تنوع در برش مواد مختلف مانند اکریلیک، چوب و پارچه.
- دقت بالا و قابلیت جزئیات پیچیده.
- حداقل ضایعات مواد و برشهای تمیز بدون نیاز به پرداخت اضافی.
- مقرون به صرفه برای تولید در مقیاس کوچک تا متوسط.
کاربردها:
- برش لیزر CO2 به دلیل توانایی برش اشکال پیچیده با دقت بالا، در صنایعی مانند خودرو، هوافضا و تابلوهای تبلیغاتی کاربرد دارد.
لیزرهای کریستالی (یاقوت، Nd و Nd-YAG)
برخلاف لیزرهای CO2، این نوع لیزر یک لیزر حالت جامد است که از کریستالهای مصنوعی به عنوان محیط ساطع کننده نور استفاده میکند. رایجترین آنها کریستال YAG (Y3Al5O12) آلاییده شده با 1٪ نئودیمیم یونیزه شده (Nd3+) است.
یونهای Nd در این کریستال جایگزین یونهای Y در ساختار کریستالی میشوند. میلهها تقریباً 10 سانتیمتر طول و 6 تا 9 سانتیمتر قطر دارند. انتهای میلههای YAG صیقل داده شده و با مادهای با بازتاب بالا که به عنوان سیستم تشدید کننده عمل میکند، پوشش داده شدهاند.
یک فلش کریپتون یا دیود لیزر، پمپاژ لیزر را انجام میدهد. این پمپاژ لیزر، یونهای نئودیمیم را به سطوح انرژی بالاتر تحریک میکند. پس از مدتی، یونهای نئودیمیوم برانگیخته شده بدون انتشار فوتون وارد حالت پایینتر و پایدارتری میشوند. این فرآیند تا زمانی که محیط با یونهای برانگیخته Nd پر شود، ادامه مییابد. یون Nd از حالت تخریبشده خود، نور مادون قرمز را با طول موج 1064 نانومتر ساطع میکند.
مزایا:
- توانایی برش برتر در فلزات ضخیمتر مانند فولاد نرم و تیتانیوم
- تطبیقپذیری در کاربردهای مختلف صنعتی
- قابلیت اطمینان و پایداری بالا در محیطهای سخت
کاربردها:
- کشتیسازی: قطعات و سازههای فلزی سنگین
- ساخت و ساز: ساخت فلز سازهای
- صنایع دفاعی: قطعات و اجزای خودروهای زرهی
لیزرهای فیبری
لیزرهای فیبری شکل جدیدتری از لیزر هستند که به جای گازها (لیزرهای CO2) یا کریستالها (لیزرهای Nd-YAG) با استفاده از فیبرهای نوری نور ساطع میکنند. از آنجا که از فیبرهای نوری استفاده میکنند، لیزرهای فیبری لیزرهای حالت جامد هستند که مشابه لیزرهای کریستالی کار میکنند.
فیبر نوری با عناصری مانند اربیوم و ایتربیوم آلاییده شده است. اربیم نوری در محدوده ۱۵۲۸ تا ۱۶۲۰ نانومتر تولید میکند. از سوی دیگر، ایتربیم نوری در ۱۰۳۰ نانومتر، ۱۰۶۴ نانومتر و ۱۰۸۰ نانومتر تولید میکند. مشخص است که وقتی نور از فیبر نوری عبور میکند، با حداقل اتلاف انرژی در داخل آن باقی میماند. این امر فیبرهای نوری را نسبت به سایر انواع فیبر که نیاز به تنظیم دقیق دارند، پایدارتر میکند.
مزایا:
- دقت استثنایی به دلیل پرتو لیزر متمرکز
- سرعت برش بالا، بهبود راندمان تولید
- مصرف انرژی کمتر در مقایسه با روشهای سنتی
- نیاز به حداقل نگهداری، کاهش هزینههای عملیاتی
کاربردها:
- تولید خودرو: قطعات دقیق و طرحهای پیچیده
- صنعت هوافضا: آلیاژها و قطعات سبک
- الکترونیک: مدارهای ظریف و قطعات دقیق

چه موادی برای برش لیزری مناسب هستند؟
فلزات: فلزات از جمله رایجترین موادی هستند که با استفاده از فناوری برش لیزری پردازش میشوند. این مواد شامل فولاد ضد زنگ، آلومینیوم، فولاد نرم و آلیاژها میشوند.
پلاستیک: پلاستیکهایی مانند اکریلیک، پلی کربنات و PVC به دلیل تطبیقپذیری و سهولت دستکاری برای برش لیزری ایدهآل هستند. برش لیزری امکان ایجاد لبههای تمیز و طرحهای پیچیده در قطعات پلاستیکی را فراهم میکند.
چوب: چوب یک ماده اصلی در کاربردهای برش لیزری است. برش لیزری میتواند الگوهای دقیق، حکاکیها و برشهای دقیقی را در چوبهایی مانند تخته سه لا، MDF و چوبهای سخت ایجاد کند.
پارچهها: پارچههایی مانند پنبه، پلی استر و نایلون با استفاده از برش لیزری برای کاربردهای نساجی پردازش میشوند. فناوری لیزر برش دقیقی را بدون ساییدگی ارائه میدهد و امکان ایجاد طرحهای پیچیده در پوشاک، روکش مبلمان و منسوجات فنی را فراهم میکند.
محصولات کاغذی: محصولات کاغذی و مقوایی از توانایی برش لیزری در ایجاد الگوهای پیچیده و برشهای دقیق بدون تماس فیزیکی بهره میبرند و اعوجاج مواد را به حداقل میرسانند.
فوم: مواد فومی مانند پلی اورتان و تختههای فومی به راحتی با استفاده از فناوری لیزر برش داده میشوند. این روش برای ایجاد بستهبندیهای داخلی، لایههای سفارشی و مدلهای معماری با جزئیات پیچیده و ابعاد دقیق ایدهآل است.
شیشه: تکنیکهای برش لیزری برای پردازش شیشه سازگار شدهاند و برش دقیقی با حداقل لبپریدگی یا ترک خوردگی ارائه میدهند.
لاستیک: مواد لاستیکی، از جمله سیلیکون و نئوپرن، به دلیل خاصیت ارتجاعی و دوام خود برای برش لیزری مناسب هستند. فناوری لیزر امکان برش دقیق اجزای لاستیکی مورد استفاده در واشرها و قطعات سفارشی خودرو را فراهم میکند.
چرم: برش لیزری همچنین در چرمسازی استفاده میشود. این روش امکان طراحیهای سفارشی در محصولات چرمی مانند کفش، کیف و روکش را فراهم میکند.

چه موادی نباید با برش لیزری برش داده شوند؟
برش لیزری یک فناوری دقیق و همهکاره است، اما همه مواد برای این فرآیند مناسب نیستند. درک اینکه از کدام مواد باید اجتناب کرد، برای اطمینان از ایمنی، حفظ یکپارچگی دستگاه و دستیابی به نتایج بهینه بسیار مهم است.
ABS (اکریلونیتریل بوتادین استایرن): هنگام برش لیزری دود سمی منتشر میکند و خطرات سلامتی را به همراه دارد.
PVC (پلی وینیل کلراید): گاز کلر آزاد میکند که هم برای دستگاه و هم برای اپراتور خطرناک است.
PC (پلی کربنات): در معرض دمای بالا ذوب میشود و بخارات مضر تولید میکند.
HDPE (پلی اتیلن با چگالی بالا): به راحتی انرژی لیزر را جذب نمیکند و منجر به کیفیت برش پایین میشود.
فایبرگلاس چندلایه: حاوی چسبها و پوششهایی است که میتوانند به اپتیک لیزر آسیب رسانده و انتشار گازهای مضر ایجاد کنند.
PTFE (پلی تترافلوئورواتیلن): هنگام گرم شدن، گازهای سمی، از جمله ترکیبات فلوئور، آزاد میکند.
فلزات بازتابنده: نور لیزر را منعکس میکند و راندمان برش را کاهش میدهد و به طور بالقوه به دستگاه آسیب میرساند. مزایای برش لیزری
مزایای برش لیزری
برش لیزری یک فناوری تولید گسترده است. در زیر برخی از مزایای کلیدی که برشدهندههای لیزری را به چنین فناوری تولید محبوبی تبدیل میکند، فهرست شدهاند:
مواد متنوع: برشدهندههای لیزری میتوانند تقریباً هر مادهای را پردازش کنند. ضخامت مادهای که میتوان با برشدهنده لیزری برش داد، به شدت به توان لیزر، فناوری لیزر و مادهای که برش داده میشود بستگی دارد.
پسپردازش محدود: قطعاتی که برش لیزری شدهاند، نیازی به پسپردازش قابل توجهی ندارند. با این حال، در برخی موارد، مانند برش فلز، لبههای برش ممکن است نیاز به پلیسهگیری داشته باشند زیرا ممکن است مقداری سرباره به لبه برش چسبیده باشد.
برشهای باریک: لیزرها میتوانند روی پرتوهای بسیار باریک متمرکز شوند، به این معنی که عرض برش میتواند بسته به ماده و ضخامت، بسیار نازک (به کوچکی 0.1 میلیمتر) باشد.
دقت بالا: برشدهندههای لیزری هیچ باری را روی سر برشدهنده لیزری متحمل نمیشوند، همانطور که در مورد سایر فناوریها مانند روترهای CNC وجود دارد. به همین دلیل، برشدهندههای لیزری بسیار دقیق و درست هستند.
سرعت بالا: برشدهندههای لیزری میتوانند پروفیلهای دوبعدی را بسیار سریع برش دهند. برش مواد نرم مانند پلاستیک را میتوان با سرعت بالا انجام داد.
خودکار: برشدهندههای لیزری بسیار خودکار هستند. برخی از ماشینها حتی میتوانند مواد اولیه را روی تخت برش قرار دهند و قطعات را با تعامل محدود انسانی تخلیه کنند.
هزینههای ابزار: برخلاف ماشینکاری CNC، برشدهندههای لیزری از طیف وسیعی از ابزارها استفاده نمیکنند. هیچ سایش ابزاری به دلیل اصطکاک وجود ندارد زیرا سر برشدهنده لیزری با ماده اولیه تماس ندارد.
بدون نیاز به نگه داشتن ابزار: برشدهندههای لیزری در حین برش نیازی به گیره یا سایر تجهیزات نگهدارنده ندارند. مواد را میتوان به سادگی روی تخت برش قرار داد و در حین فرآیند برش حرکت نمیکنند.
معایب برش لیزری
علیرغم مزایای فراوان، برش لیزری همچنان محدودیتهایی دارد که در زیر توضیح داده شدهاست:
هزینه اولیه بالا: سرمایهگذاری اولیه برشهای لیزری بالا است. در برخی موارد، فناوریهای ارزانتر مانند برش شعله یا برش پلاسما ممکن است مناسبتر باشند.
مصرف برق بالا: برش لیزری برق زیادی مصرف میکند، به خصوص فناوریهایی مانند برش لیزر CO2.
ضخامت محدود: به دلیل فیزیک تمرکز پرتو لیزر در یک نقطه با شدت بالا، برشهای لیزری در میزان ضخامتی که میتوانند برش دهند محدود هستند. آنها عموماً به مواد صفحه و ورق با حداکثر ضخامت تا 25 میلیمتر محدود میشوند. در حالی که میتوان مواد ضخیمتر را برش داد، این کار معمولاً توسط کارگاههای ساخت استاندارد انجام نمیشود.
تولید گازهای خطرناک: هنگام برش برخی از مواد مانند چوب یا پلاستیک، گازهای احتراق خطرناکی تولید میشود که باید تخلیه شوند.
هزینه نگهداری بالا: برخی از فناوریهای لیزر (مانند CO2) تیوب لیزر را به عنوان یک قطعه فرسوده در نظر میگیرند که باید تعویض شود – با هزینه زیاد.
نتیجهگیری
معرفی برش لیزری مزایای ارزشمندی را برای صنعت تولید فراهم کرده است. این دستگاه به برش بسیاری از مواد در یک دوره کمک میکند، در نتیجه در زمان صرفهجویی میشود و هزینههای عملیاتی کاهش مییابد. درک مزایا و معایب برش لیزری به شما کمک میکند تا بهترین انتخاب را برای پروژه خود داشته باشید.