آناتومی تیغ فرز انگشتی کارباید
تیغ فرز انگشتی در سایزهای مختلف وجود دارد. آنها بصورت تکپر تا ششپر و بیشتر هستند که از جنس فولاد HSS یا کارباید تنگستن ساخته میشوند و در عملیات فرزکاریکاربرد دارند. فرزهای انگشتی دارای ابعاد و اشکال مختلفی هستند که هر کدام در توضیحات ابزار ذکر میشوند. درک این پارامترها در انتخاب درست شما تاثیر میگذارد.

فلوت (شیار)
فلوتها شیارهای مارپیچ یا صاف عمیق در ابزار هستند که امکان تشکیل تراشه و تخلیه آن را فراهم میکنند. به بیان ساده، فلوت بخشی فرز انگشتی است که به آن اجازه میدهد تا لبه برش خود را تشکیل دهد.
یکی از نکاتی که باید در هنگام انتخاب تیغ فرز انگشتی مورد توجه قرار گیرد، تعداد فلوت است. به طور کلی، هرچه تعداد فلوت کمتر باشد، عمق و فضای خالی بین لبههای برش بیشتر است. این فضای خالی بر استحکام ابزار تأثیر میگذارد، اما اجازه میدهد تا برادههای بزرگتر با عمق برش سنگینتر تشکیل شوند که برای کار بر روی مواد نرم مانند آلومینیوم ایدهآل هستند. هنگام ماشینکاری مواد سختتر مانند فولاد، استحکام ابزار عامل مهمتری است و اغلب از تعداد فلوتهای بالاتر استفاده میشود.
مشخصات تیغ فرز انگشتی
پروفیل به شکل انتهای برش ابزار اشاره دارد. لبه انتهایی ابزار معمولاً به سه شکل است: سرتخت مربعی، سرکروی و تیپ ردیوس.
1.2. فرز انگشتی سرتخت (Endmill)
تیغ فرز انگشتی سرتخت دارای انتهای با گوشههای تیز با زاویه 90 درجه مربعی است.
2.2. فرز انگشتی سرکروی (Ballnose)
این نوع ابزار، به جای انتهای تخت، دارای قسمت کروی شکل با شعاع نصف قطر ابزار است. گرد بودن قسمت انتهایی ابزار به توزیع یکنواخت نیروهای برشی در گوشه قطعه کار کمک میکند و مانع از تمرکز تنش برش در این قسمتها میشود.
3.2. فرز انگشتی تیپ ردیوس (Corner Radius)
تیغ فرز انگشتی تیپ دارای انتهای تخت است که لبههای آن گرد شدهاند.

قطر برش
قطر برش اولین چیزی است که ماشینکاران هنگام انتخاب ابزار برای کار خود به آن توجه میکنند. این قسمت به قطر دایرهای اشاره دارد که توسط لبههای برش هنگام چرخش ابزار تشکیل میشود.

قطر ساقه
قطر ساقه عبارت است از عرض انتهای غیر برش ابزار که توسط نگهدارنده ابزار (کولت فشنگی گیر) نگه داشته میشود. توجه به این اندازه ساقه هنگام انتخاب ابزار برای اطمینان از اینکه ساقه مناسب سایز کولت شما است، مهم میباشد.
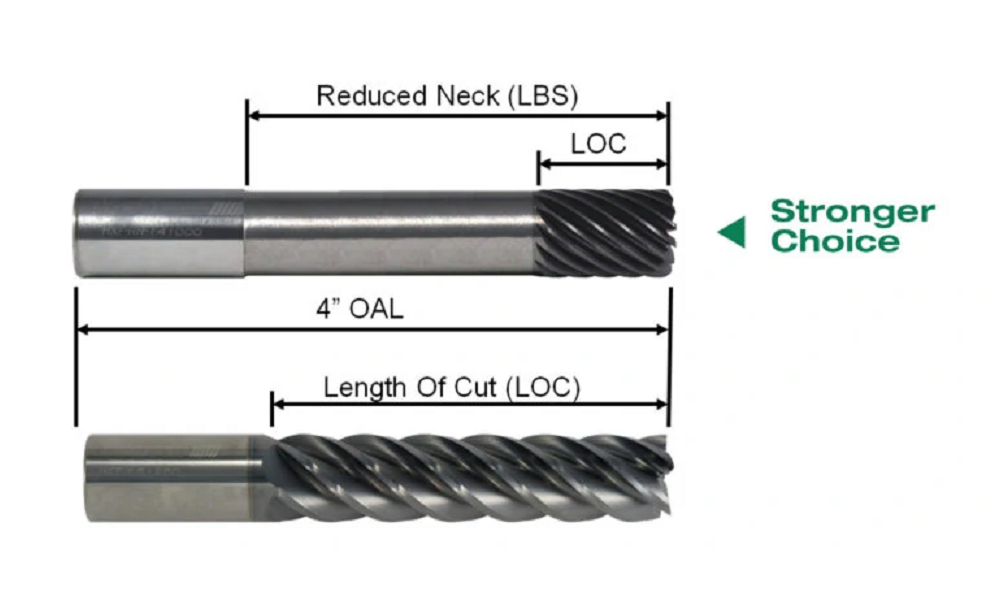
طول کل (OAL) و طول کارگیر (LOC)
طول کل اندازه خطی بین دو انتهای محوری ابزار است. این طول با طول برش که برابر اندازه محوری عمق برش است، متفاوت است. طول برش سایر قسمتهای ابزار مانند ساقه آن را شامل نمیشود.
طول زیر ساقه (LBS)
طول زیر ساقه همان طول قسمت گلویی تا پایین انتهای برش ابزار است. این قسمت فضایی را برای تخلیه برادهها فراهم میکند و از سایش ساقه در کاربردهای فرزکاری عمیق جلوگیری میکند.
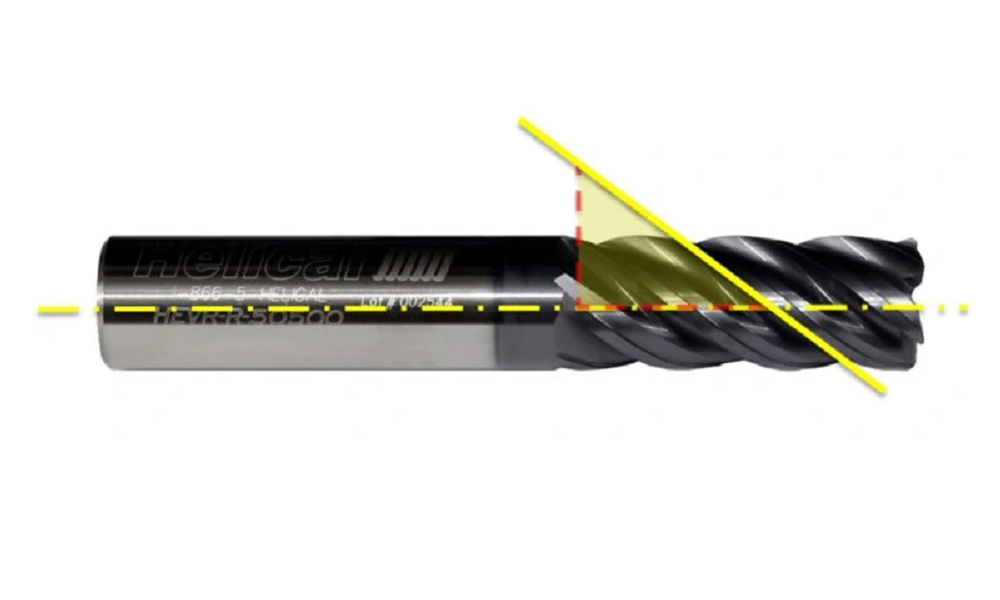
زاویه مارپیچ
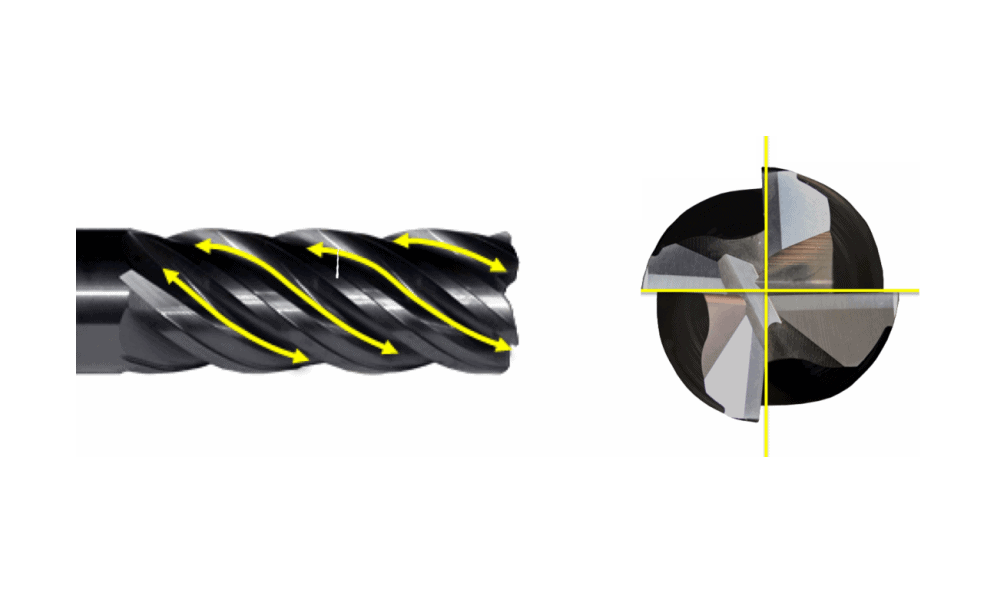
به زاویهای که بین خط مرکزی ابزار و یک خط مستقیم مماس در امتداد لبه برش ایجاد میشود، زاویه مارپیچ گفته میشود. زاویه مارپیچ بزرگتر (45 درجه) برای پرداخت سطح استفاده میشود. زاویه مارپیچ کوچکتر (35 درجه) لبه برش قوی تر ایجاد میکند و برای سختترین کاربردها بهینه است.
یک زاویه مارپیچ متوسط (40 درجه) برای انجام عملیات خشن کاری، شیارزنی و پرداخت مناسب است. اجرای زاویه مارپیچ متغیر بین فلوتها تکنیکی برای مبارزه با پدیده چتر (Chatter) در برخی ابزارهای با کارایی بالا است. یک مارپیچ متغیر زمانبندی نامنظمی بین برشها ایجاد میکند و میتواند احتمال ایجاد پدیده چتر را کاهش دهد.
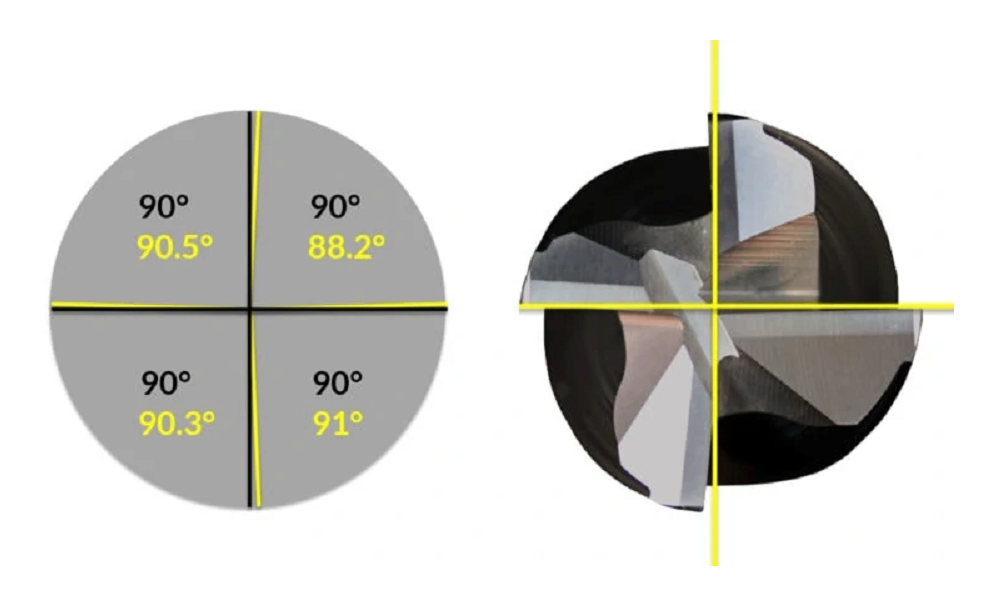
گام مارپیچ
گام مارپیچ درجه جدایی شعاعی بین لبههای برش در یک نقطه معین در طول برش است که بیشتر در انتهای تیغ فرز انگشتی سرتخت قابل مشاهده است. با استفاده از یک ابزار 4 فلوت با گام یکنواخت هر فلوت 90 درجه از هم جدا میشود. مانند فرزهای مارپیچ متغیر، ابزارهای گام متغیر دارای فاصله فلوت غیر ثابت هستند که به شکستن هارمونیک برادهها و کاهش چتر کمک میکند. با استفاده از یک ابزار 4 فلوت با گام متغیر به عنوان مثال، فلوتها را میتوان با فاصله 90.5 درجه، 88.2 درجه، 90.3 درجه و 91 درجه (در مجموع 360 درجه) از هم قرار داد.